密碼找回
賬號找回
刪除信息
常見問題
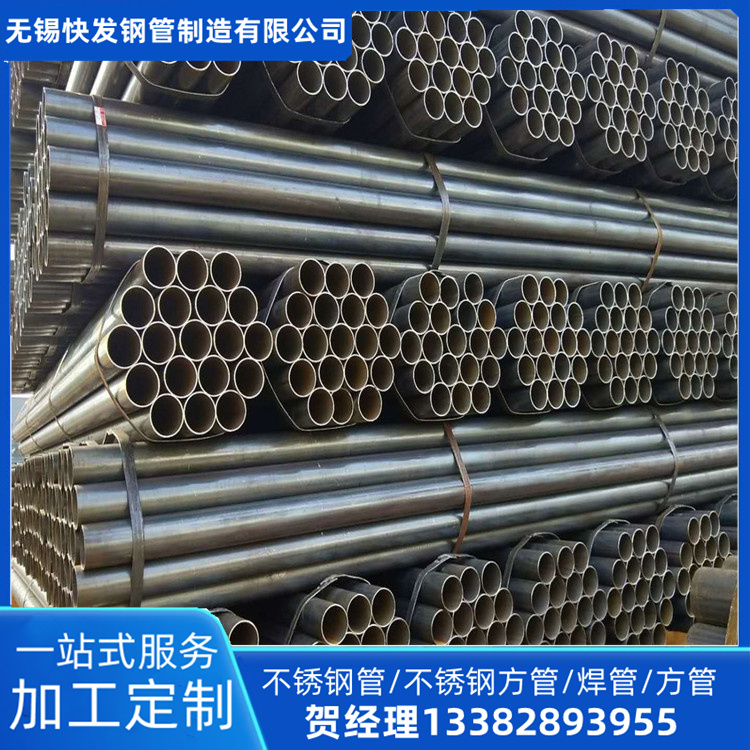
快發(fā)方管100x80x8矩形管延慶鍍鋅方管生產(chǎn)廠家貨源充足
快發(fā)方管200x120x6方管臨夏q345b方管廠耐酸耐堿
快發(fā)方管400x150x6方矩管成都塔機(jī)方管按需定制
快發(fā)方管100x60x5無縫方管四平方管廠服務(wù)完善
3年
微信在線
13382893955
快發(fā)方管400x250x12矩形管江北q345d方管廠建筑工程用
¥4000
快發(fā)方管250x120x10方矩管霍邱塔機(jī)方管發(fā)貨速度
快發(fā)方管250x150x8無縫方管濰坊精密方管定尺加工
快發(fā)方管140x140x4無縫方管榮昌橋梁矩形管長度可定尺
快發(fā)方管180x160x6方管沙坪壩q345b厚壁方管貨源充足
快發(fā)方管200x150x5無縫方管南陽低合金方管一站式服務(wù)